
產品與解決方案/PRODUCT AND SOLUTIONS
少用電 用好電 再生電 存儲電 防爆電
解決方案
高壓變頻器主從控制在高壓輥磨機上的應用
1 概述
山東鋼鐵集團有限公司(以下簡稱山鋼集團)是經山東省人民政府批準,以省屬濟鋼集團有限公司、萊鋼集團有限公司以及山東省冶金工業總公司所屬企業國有產權劃轉設立的國有獨資公司。山鋼集團是以鋼鐵產業為主、礦業及其他非涉鋼產業為輔的特大型國有企業。
山鋼日照精品基地最大的環保單體項目——燒結球團脫硫脫硝BOO項目開工,標志著脫硫脫硝這一環保項目正式進入現場施工階段。
高壓輥磨機就是球團生產系統中礦料制球前的一道擠壓工序,是球團生產的關鍵環節。
2 高壓輥磨機結構及工作原理介紹
高壓輥式磨機又稱輥壓機或擠壓磨。它是20世紀60年代中期開發的一種新型節能粉碎設備,具有效率高,能耗低,磨損輕,噪聲小,操作方便等優點。下面將對其結構和工作原理進行介紹。
高壓輥磨機主要由給料裝置、料位控制裝置、一對輥子、傳動裝置(電動機、皮帶輪、齒輪軸)、液壓系統、橫向防漏裝置等組成。兩個輥子中,一個是支撐軸承上的固定輥,另一個是活動輥子,它可在機架的內腔中沿水平方向移動。兩個輥子以同速相向轉動,輥子兩端的密封裝置可防止物料在高壓途徑下從輥子橫向間隙中排出。高壓輥磨機的工作原理如下圖所示。物料由輥壓機上部通過給料裝置(重力或預壓螺旋給料機)均勻喂入,在相向轉動的兩輥的作用下,在拉入角處將物料拉入高壓區進行粉碎,從而實現連續的高壓料層粉碎。
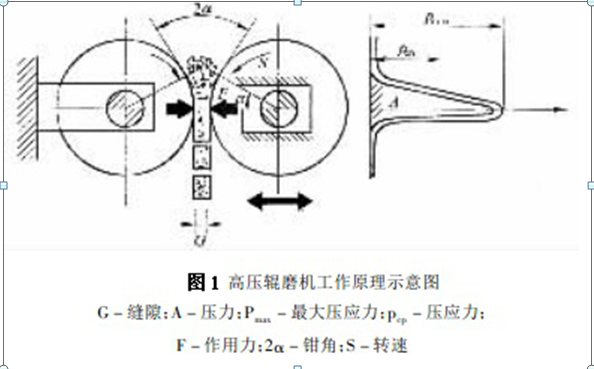
在高壓區上部,所有物料首先進行類似于輥式破碎機的單顆粒粉碎。隨著兩輥的轉動,物料向下運動,顆粒間的空隙率減小,這種單顆粒的破碎逐漸變為對物料層的擠壓粉碎。物料層在高壓下形成,壓力迫使物料之間相互擠壓,因而即使是很小的顆粒也要經過這一擠壓過程。這是其粉碎比較大的主要原因。料層粉碎的前提是兩輥間必須存在一層物料,而粉碎作用的強弱主要取決于顆粒間的壓力。由于兩輥間隙的壓應力高達50~300MPa(通常使用150MPa 左右),故大多數被粉碎物料通過輥隙時被壓成了料餅,其中含有大量細粉,并且顆粒中產生大量裂紋,這對進一步粉磨非常有利。
在高壓輥磨機的正常工作過程中,施加于活動輥的擠壓粉碎力是通過物料層傳遞給固定輥的,不存在球磨機中的無效撞擊和摩擦。試驗表明,在料層粉碎條件下,利用純壓力粉碎比剪切和沖擊粉碎能耗小得多,大部分能量用于粉碎,因而能量利用率高。這是高壓輥磨機節能的主要原因。
圖2是現場的高壓輥磨機的圖片。

圖2 高壓輥磨機的圖片
3 高壓輥磨機的工藝特點及傳動性能
高壓輥磨機定輪與動輪電氣拖動采用萬向連軸,有2臺高壓電動機分別拖動,兩臺電機的參數如下:
名稱:變頻調速三相交流異步電動機
型號:YJKSP450-4
標稱功率:350kW
額定電壓:10kV
額定頻率:50Hz
功率因數:0.9
額定電流:23.4A
額定轉速:1491r/min
恒轉矩范圍:5-50Hz
絕緣等級:F
生產廠家:湘潭電機股份有限公司

圖3 現場輥磨機圖片
兩臺電機采用變頻調速,通過改變輥磨機的運行速度調節設備的出料速度,維持穩定的料槽堆壓,保證輥磨機的出料質量。高壓輥磨機液壓系統加載前,定輥與動輥同時啟動,變頻器根據設定轉速自動調節輥軸轉速穩定,動輥轉速與定輥轉速同步運行。輥軸之間無機械力矩耦合,為了實現動、定輥兩驅動電機的同步啟停及其速度同步和功率平衡,兩電機的控制不應是各自獨立的,而應是彼此相互關聯的。
4 高壓輥磨機的變頻控制方案
在實際的生產中,有許多因素都會干擾電機的同步控制,例如電網電壓的波動,頻率的變化、負載的變化、溫度的改變等,因此為了得到理想的同步控制效果,采用主從控制是比較好的解決方案,由變頻器組成的傳動系統除了采用速度控制方式解決轉速同步問題,還要利用轉矩下垂特性實現負載轉矩在各個電機上的平均分配。
變頻器采用新風光電子科技股份有限公司生產的G62系列的高性能高壓變頻器(400kW/10kV)2套,對輥磨機進行控制。該變頻器具有以下特點:
? 安裝、設定、調試簡便;
? 空間電壓矢量控制技術;
? 瞬時停電再啟動功能;
? 載波移相控制技術;
? “飛車啟動”技術;
? 中性點漂移技術;
? 內置PID調節器;
? 自帶冷卻風機;
? 優異的性能/價格比;
? 控制電源掉電,可保持正常運行;
? 完善的變頻器參數設定功能;
? 功率電路模塊化設計,維護簡單,互換性好;
? 簡體中文操作界面,彩色液晶觸摸屏操作;
? 內置PLC接口板,易于改變控制邏輯關系,適應多變的現場需要;
? 高壓主回路與控制器光纖通訊,抗干擾性強,安全可靠;
? 完善的故障監測、精確的故障保護及準確的定位顯示和報警;
? 輸入功率因數高,電流諧波少,無須功率因數補償、諧波抑制裝置;
? 高-高電壓源型變頻器,直接10kV輸入,直接10kV輸出,不需要輸出變壓器或濾波器;
? 可接收和輸出多路4~20mA工業標準信號;以便于用戶DCS系統接口;
? 可采用MODBUS、PROFIBUS等通訊協議,可實現與上位機的通訊;
? 輸出階梯正弦PWM波形,無須輸出濾波裝置,對電纜、電機絕緣無損害,電機諧波少,減少軸承、葉片的機械振動。
現場每臺變頻器接一臺電機,而控制采用皮帶機控制的主從控制程序,控制兩臺電機的同步運行。如圖4所示。
圖4兩臺電機的主回路
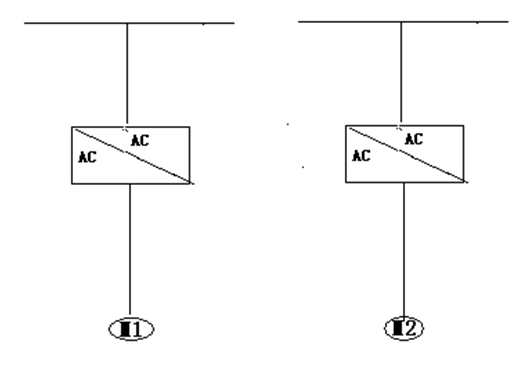
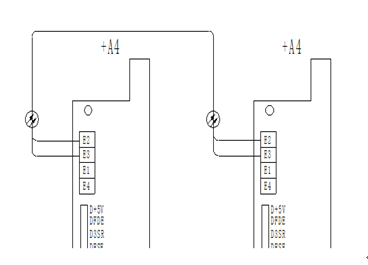
圖5主從控制的光纖接法
為了提高皮帶機設備運行的可靠性和兼容性,皮帶機主從通訊升級為光纖通訊和485通訊,皮帶機主從控制通訊485硬連線通訊方式和光纖通訊方式可通過參數設置選擇,這里是采用光纖通訊。
5 高壓輥磨機的運行調試
調試時主要是按主從控制的皮帶機參數進行設置。
現場信號對接調試完畢后,進行皮帶機主從控制調試。
(1)模擬調試,可以將允許電流滯環額定電流設置為10%,主機開機運行,主從機不調整,觀察輸出頻率的一致性及主從機之間的通訊狀態。
(2)開機上高壓調試,先按普通電機負載調試,試驗每臺電機的正反轉。兩臺電機是同速反向的,因此必須按系統所標識的轉向調試好電機的正確轉向,聯機運行時才能保證正常的運行。
兩機轉向調試正常后,再設為皮帶機負載模式,調試正常的運行。
(3)主機開機運行,時刻觀察開機運行輸出的電流和頻率,如果允許電流滯環額定電流設置為10%,主從機頻率是一致的,不調整,電流基本一致,有一定偏差。如果允許電流滯環額定電流設置為5%,輸出電流基本一致,頻率會有一定的調整偏差。
其中關鍵的是兩個參數,
a、允許電流滯環.x(0.1%-10.0%)額定電流
不同軸連接的變頻器,若需要頻率調節則設為5.0%,若不需要頻率調節則設為10.0%。
b、頻率調整周期.xx(0.001-5.000s)
從機頻率給定由主機確定
不同軸連接的變頻器,若需要頻率調節則設為0.012s,若不需要頻率調節則設為5.000s。
這兩個參數主要是決定兩臺電機的轉矩與功率的平衡。當從機出現部分卸載情況時,通過主機的調整,給定轉速略有升高,輸出功率變化不大,此時主機承受的負載增加,內部輸出轉矩相應增加,實際給定轉速減小,主機承受負載減少,內部輸出轉矩相應減小,實際給定轉速相應提高,這樣主機在一定程度上就可以實現負載功率的平均分配。
6 應用效果
高壓輥磨機運行后,兩臺電機頻率一致,主機有DCS上位機控制,從機跟隨主機頻率,保證了兩臺電機轉速的平衡,同時電機電流基本一致,只差1A電流,功率基本平衡,實現了兩臺電機負載的均衡,從而運行平穩,工作正常,達到了預期的使用效果。圖6、圖7是主從機運行的運行畫面。

圖6主機運行畫面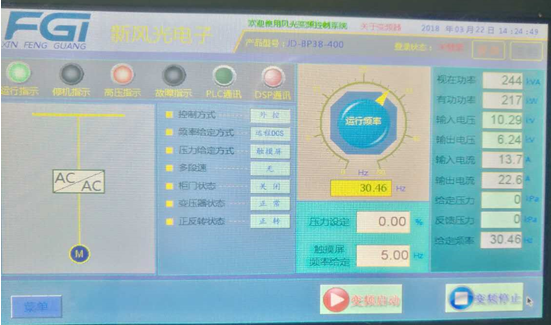
圖7從機運行畫面






